君屹电芯段设备研发过程背景:
2019年以来,随着新能源车的推广及普及,人们对新能源汽车也提出如续航里程更久、充电更快等越来越多的需求,此背景下,多家动力电池企业纷纷披露关于长电芯的布局,新能源车市场持续增大,对动力电池的要求也愈发增高,电芯生产工艺向‘叠时代’迈进,长电芯将拥有广泛的市场应用需求,叠片机的市场空间也将随之迅速增大。具体来看,锂电设备按照电池生产制造流程,划分为前段设备、中段设备、后段设备,其中中段设备价值比重约为35%,卷绕/叠片机是中段设备的核心,价值占比约60-70%。以60%的价值占比估算,2025年,中国叠片机/卷绕机的市场规模将达249亿元。
君屹出于看好这一趋势,自2019年就已开始布局叠片机。
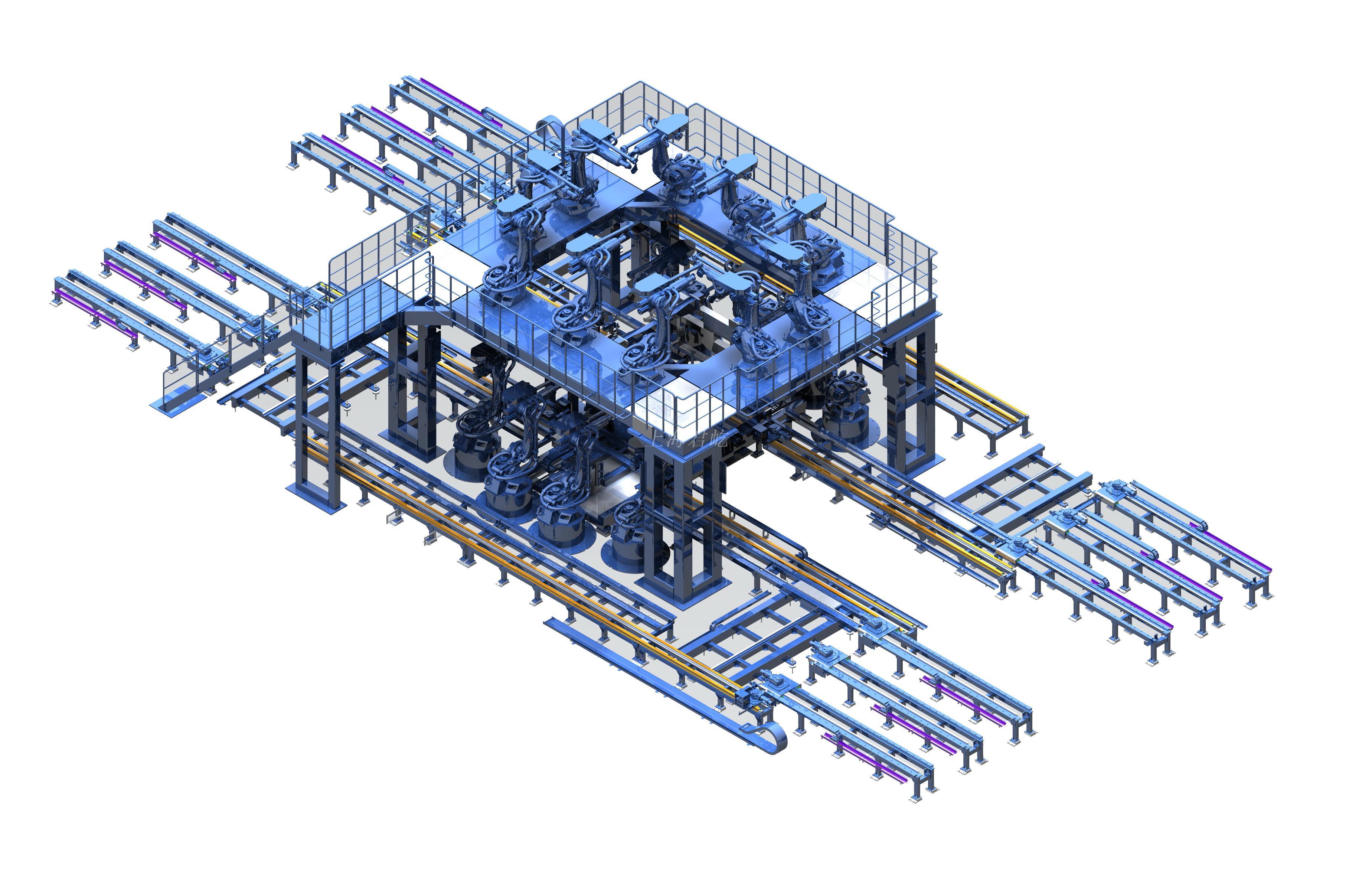
叠片机的研发并不简单,首先技术难度高,工艺路线并未有统一的行业标准,此外存在着overhang指标 、裁切后粉尘的工位处理、软控联动及补偿控制、稼动律的提升等多个痛点。种种难点下,叠片机市场对入局者的研发能力、技术水平、资金、工艺了解程度等提出了苛刻的要求。而君屹基于深耕锂电设备九年多和业界主流电池厂、核心元器件供应商的深入合作,在立项研发切叠一体机之初就与切叠机上下游企业进行了深入的交流、探索,在方案阶段就直面生产过程的痛点和难点、能对生产工艺有深入的理解,让我们的切叠一体机贴合现有生产工艺,理论性能上达到业界先进水平。
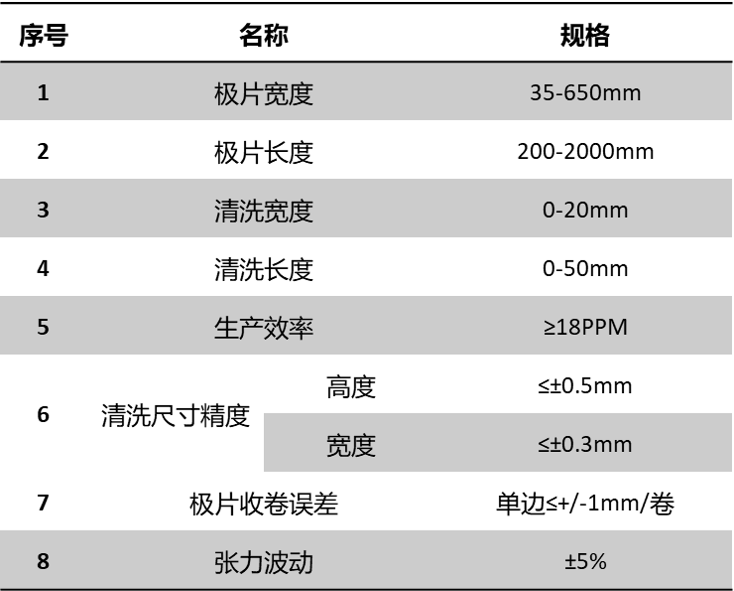
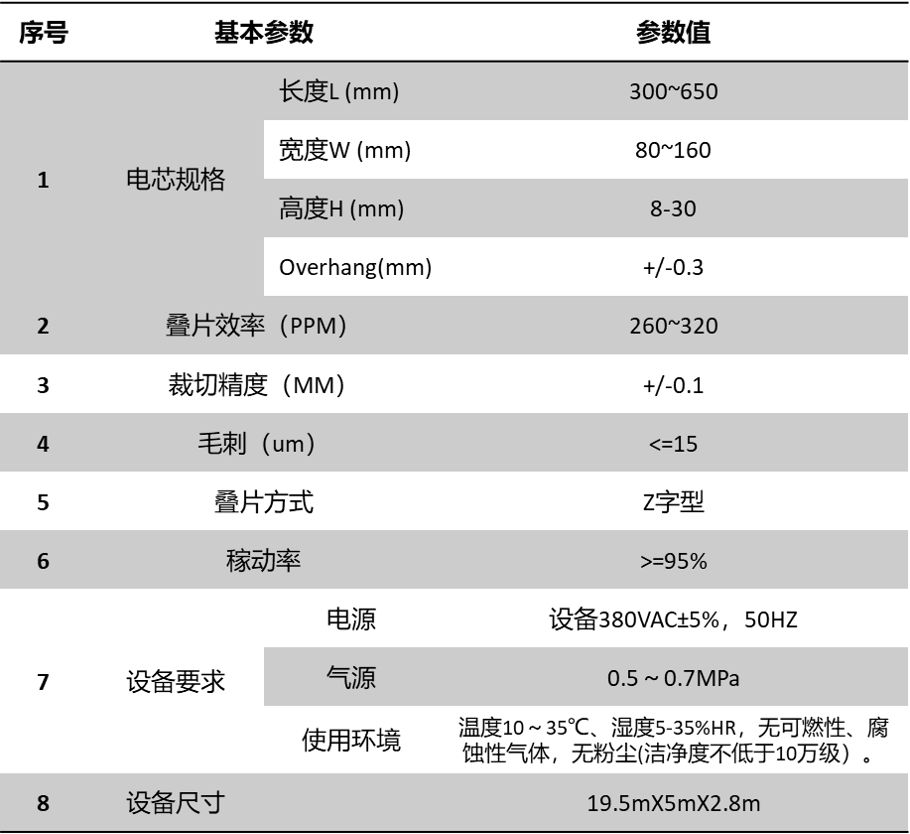
君屹自2019年开始布局叠片机产品,历时1年多的全工位DOE验证,同时与多家能源企业进行工艺路线联合开发。在2021年底开始自研技术难度较高的Z字形高速切叠一体机,至今,君屹的高速切叠一体机产品已进入调试验证阶段。
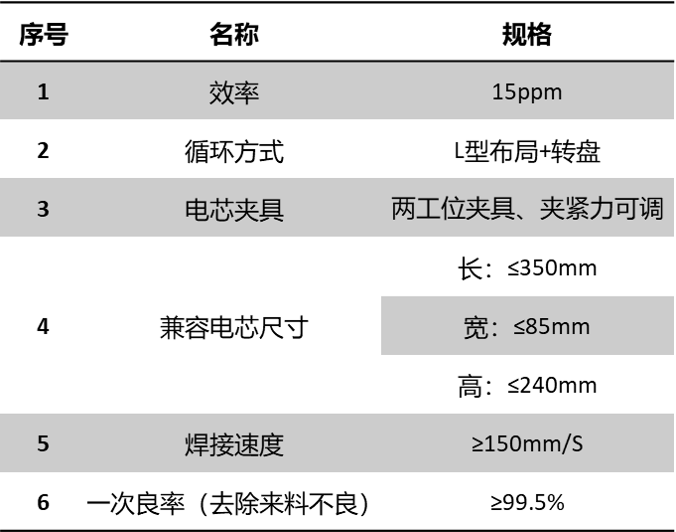
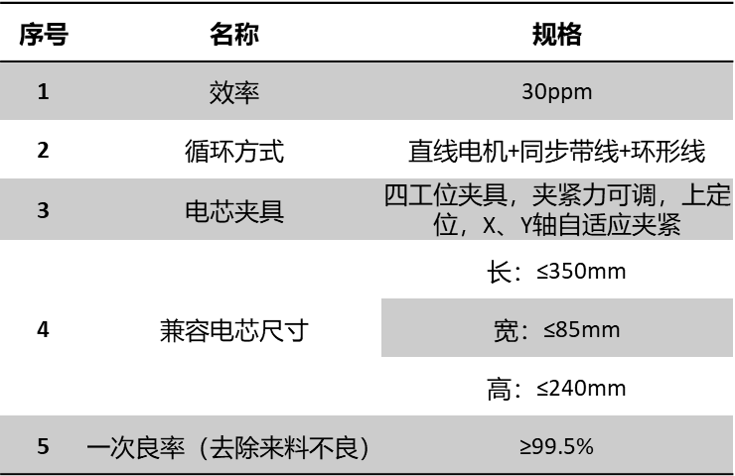
在切叠一体机之后,我司已将研发团队投入到电芯的入壳、注液、封口等工序,夯实电芯中段生产设备的研发实力,同时在持续扩大研发团队,布局至电芯前段(搅拌、涂布、制片、极耳成型)及电芯后段(化成、分容、静置、检测)之中,以期为锂电池头部客户打造智能生产工厂,成为拥有从电芯到模组pack全覆盖的整线交付能力的供应商。